In this article I discuss the different quality standards a coin can be made to.
History of Coin Making
I thought it would be useful to start with a comparison of how coins in Britain have been made in the past and how they are minted today, using the latest advanced technology.
Until the 17th-century coins in Britain were made by hand by craftsmen called moneyers who served a 7-year apprenticeship before they were able to join their guild. Originally all coins were struck or hand-hammered between 2 dies and the finished coin was then shaped or engraved as necessary. During the 16th century attempts were made to mechanise the minting of coins but these efforts had limited success as the moneyers protected their craft and their monopoly jealously.
In 1662 mechanisation finally happened. The process involved the use of a horse-powered rolling mill to make metal fillets to the size of the required coin. These fillets were then struck by use of a screw press which was activated by workmen pulling on the weighted end so it fell with force upon the blank disc. Coins could be produced every 2 seconds, with the work requiring brute strength rather than skill.
In 1810 the Royal Mint moved from its cramped premises in the Tower of London to a site nearby at Tower Hill which was equipped with the latest technology – steam-powered machinery bought from Matthew Boulton. The massive presses, operated by 10-horsepower steam engines, were capable of producing 60 coins per minute, although they were incredibly loud and eventually replaced by smaller and far quieter presses in the 1880s and 20 years later, electricity took over from steam-power.
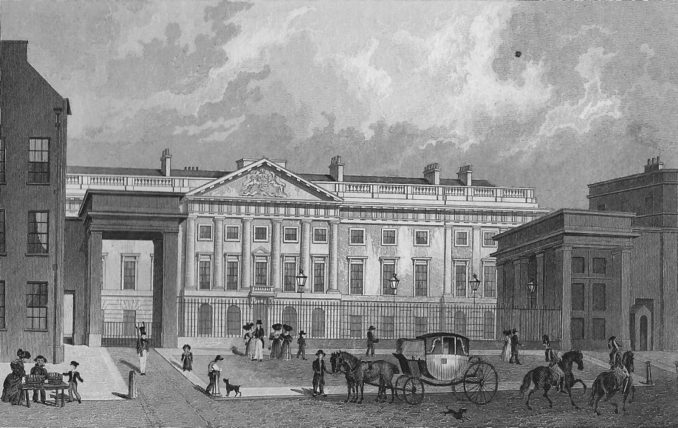
The Royal Mint, Tower Hill, London in 1830,
Thomas H Shepherd – Public Domain
The Royal Mint moved from London to Llantrisant in South Wales in 1968, in preparation for decimalisation. The new facilities there were far more sophisticated – a continuous moulding process produces an endless strip of metal which is then put in a blanking press to make the discs. Striking of coins is done by a hydraulically-controlled machine, exerting up to 60 tons of pressure and which is capable of producing over 50,000 coins per hour.
The minting presses require a die in order to create the specific type of coin required. This process starts with a model of the coin being made, often out of plaster and many times larger than the final coin. This model is digitally scanned on to a computer. An engraving machine then uses the digital file to cut the design into a piece of steel the size of the final coin. This is known as a ‘reduction punch’ and will be used to make the dies that will actually strike the coins.

Queen Elizabeth II head coin die,
big-ashb – Licence CC BY-SA 2.0
Coin Quality Standards
Proof Standard
The highest standard of coins are produced to ‘proof’ standard. Their sharpness, detail and finish are unrivalled, making them perfect for collectors looking for highest levels of craftsmanship and detail.
The dies used to strike Proof coins are hand-finished to ensure that all imperfections are removed. Blanks are fed into the coin press by hand before being struck up to six times, at a lower speed and with less pressure than other finishes, to preserve the finer details of the design. After striking, each coin is inspected for imperfections. The dies are cleaned with air between each coin to ensure that no marks or imperfections are caused during striking.
As a result of this extra care and attention, no more than 50 Proof coins can be struck within an hour. Proof dies are also regularly reworked to maintain the quality of the finish. Each Proof die may only strike a few hundred coins before it has to be repolished, a process completed by hand which make take several hours.
Proof coins are struck in platinum, gold, silver and base metal editions. A ‘piedfort’ coin’ is a special type of Proof coin. Double the weight of an ordinary Proof coin, it is usually struck in silver and occasionally in gold. Closely associated with France, its origins can be traced back to the twelfth century. Piedfort means ‘heavy measure’, and in the sixteenth and seventeenth century, rulers gave these coins as prestige gifts to members of their court.


Brilliant Uncirculated Standard
Brilliant Uncirculated coins are the next grade down from Proof coins. Like Proof coins, the dies used to strike Brilliant Uncirculated coins are polished and finished by hand.
The Brilliant Uncirculated blanks are machine-fed and struck twice. As a result, they are produced at a much quicker rate than Proof coins – around 100 per hour. They offer a good level of design detail, but have a lower definition than Proof coins.
Most Brilliant Uncirculated coins are struck in base metal, but they are also issued in gold and silver.
Bullion Standard
Bullion coins are a form of investment. An alternative to holding precious metals in plain bars and ingots, the designs and themes depicted on bullion coins add an element of collectability.
People buy them for the intrinsic value of the precious metal they contain, so production places greater emphasis on efficiency. They are struck at a rate of up to 250 gold and 3,000 silver coins per hour and are of a similar standard to Brilliant Uncirculated coins.
Bullion coins are only struck in platinum, gold and silver.
Circulation Standard
These are the coins you would find in your everyday change. They are produced with a focus on speed rather than accuracy and up to 50,000 coins can be minted every hour.
Circulation coins are only produced in base metal.
As well as the different standards of coin production above there is also a grading system used to determine the grade or condition of a coin. I will explain this in a future article about coin collecting.
Featured image: “Crowne-Gold-Silver-Bullion” by digitalmoneyworld is licensed under CC BY 2.0
© Reggie’s Mind Of Evil 2021
The Goodnight Vienna Audio file



{kind=link}